|
总机:021-60276200 收样:021-60276201 021-60276202 投诉:021-60276203 邮箱:cs@sailin-bio.com 地址:上海市浦东新区航启路30号 |
无损检测技术在钢结构桥梁中的运用 —— 质量月论文选刊356
发表时间:2022-09-24 09:05作者:朱豪洵
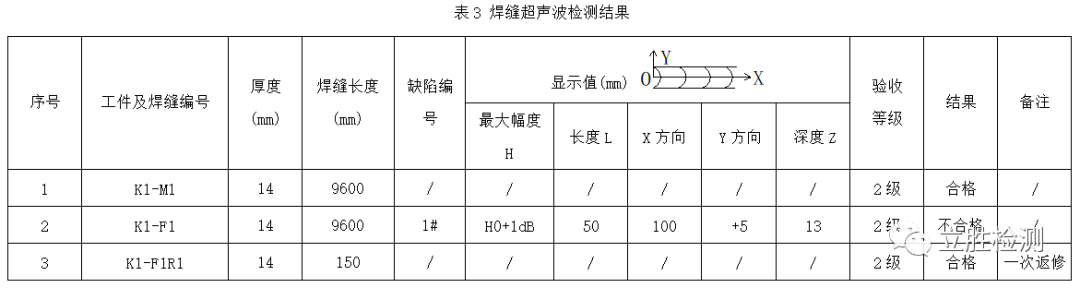
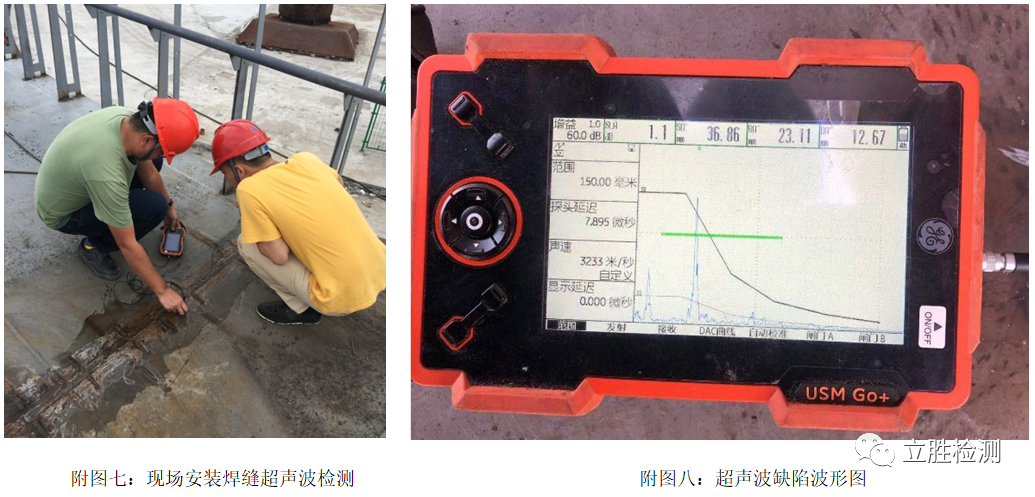
工程应用实例二
|
|
总机:021-60276200 收样:021-60276201 021-60276202 投诉:021-60276203 邮箱:cs@sailin-bio.com 地址:上海市浦东新区航启路30号 |
无损检测技术在钢结构桥梁中的运用 —— 质量月论文选刊356
发表时间:2022-09-24 09:05作者:朱豪洵
工程应用实例二
|